{kind=link}
I’m trying to diagnose what tuning I need to get a smooth top layer on a solid print.
The picture you see is a 50mmx50mmx1mm square (cube([50x50x1]); in openscad) printed with a .4 nozzle. (5 layers)
For tuning on the problem, I have looked into:
- z_offset – tried all kinds of values and if I reduce it anymore, it doesn’t squish into the bed and the center part is exactly 1mm – so unlikely to be that.
- bed level – bltouch is working well
- extrusion (esteps or rotational_distance) - played with this a great deal and any less and i start to have under-extrusion in the center area.
- different filament – same with PLA, PETG and ABS
- Different slicer – same with PrusaSlicer or Cura
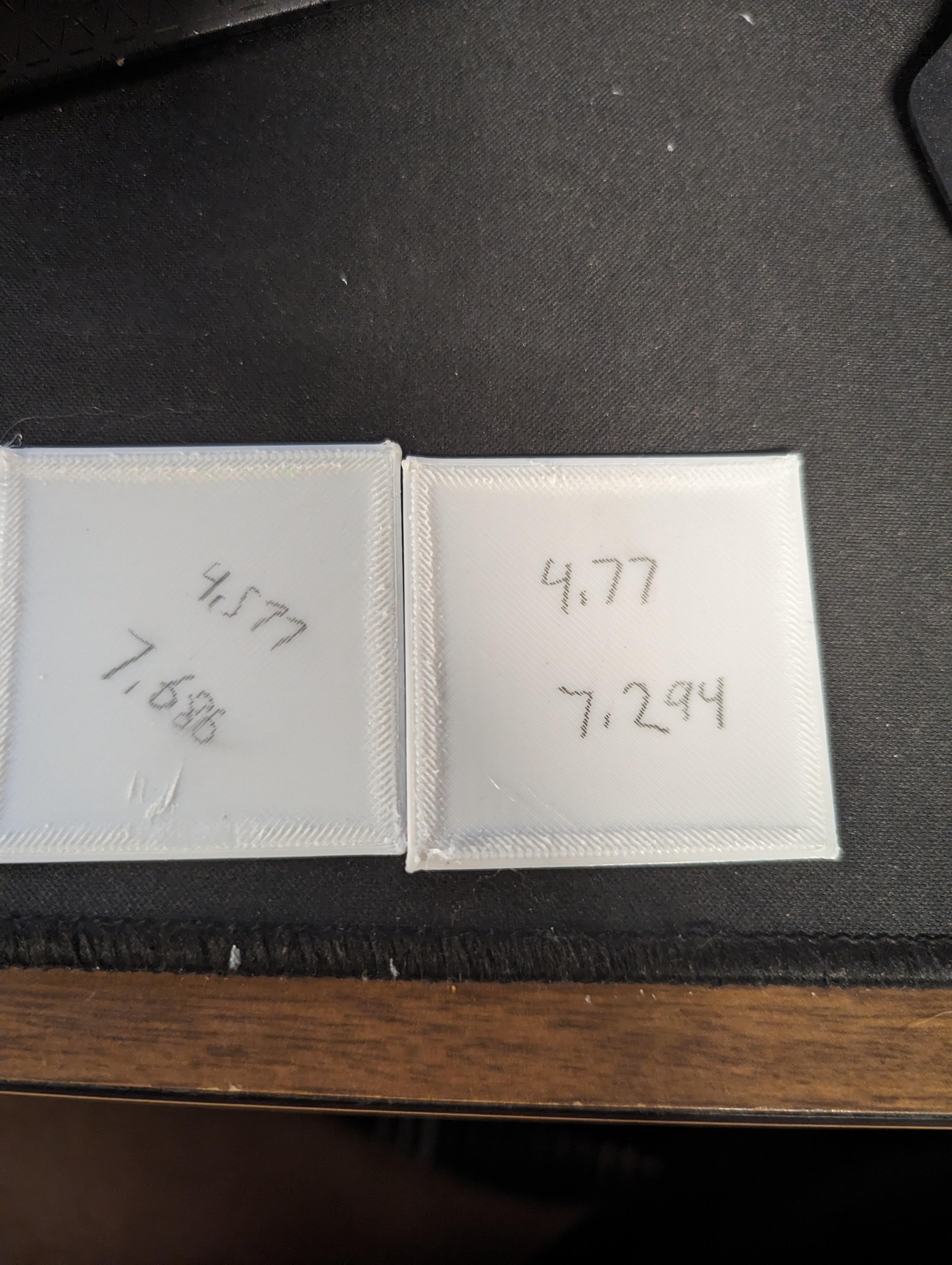
- Different speeds – one on the left was printed at 20mm/s – the right was printed at 150mm/s
I also cant find any guides out there that show this issue. Anybody with some suggestions or threads I can pull?
Thank you everybody for leading me on the right path.
As I had already installed Klipper, I decided to try the pressure advance calibration as suggested and it did take some tuning, but has improved quality immensely.
In the end, here are the settings I changed: Klipper printer.cfg pressure_advance: 0.120
PrusaSlicer:PrinterSettings:Extruder 1:Retraction Length: 0
I still think I can tweak my z-offset and temperature and maybe further refine pressure_advance, but the results are quite a bit better than before.
I used the Klipper guide for pressure advance: https://www.klipper3d.org/Pressure_Advance.html
Original print on the left, print with the above changes on the right.
Having said that, I think I might have been able to improve the results using a marlin firmware and working with my retraction setup – I use a non-default direct-drive extruder so the default settings of about 6mm are certainly incorrect.
Also, into the future, i’ll check out the wear/maintenance on the nozzle – it is a good point and I havent changed it in quite a few prints.
Thank you everybody!